
تجزیه و تحلیل علت اصلی برای مشکل عبور شیر کنترل که پس از کار تعمیرات اساسی را در این مقاله بررسی می کنیم.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
مشکل عبور کنترل ولو
یک کنترل ولو (شیر گلوب با هوا برای بسته شدن – اکچویتور نوع دیافراگمی) نصب شده در سرویس آب کثیف دارای مشکلات عمده عبور بود. بنابراین برای رسیدگی به عبور از کنترل ولو، کار تعمیرات اساسی انجام شد.
کنترل ولو به درستی در کارگاه تعمیرات اساسی شد. پس از تعمیرات اساسی، بررسی سکته مغزی در خود کارگاه پس از کالیبراسیون انجام شد. نوع کالیبراسیون، کالیبراسیون خودکار بود.
کنترل ولو دارای کلاس نشتی کلاس IV بود. طبق کلاس IV، تست نشتی انجام شد و پاسخ کنترل ولو رضایت بخش بود. به مکان جدیدی منتقل شد و دوباره نصب شد.
پس از گرفتن کنترل ولو به داخل، دوباره مشکل عبور مشاهده شد. پس چه مشکلی پیش آمد؟ اجازه دهید یک تحلیل دقیق از سناریو داشته باشیم.
علت احتمالی 1: کنترل ولو دارای آسیب دیدگی یا پلاگ است.
تعمیرات اساسی اخیرا انجام شده و تمامی قطعات سخت کیت تعمیر تعویض شده است. کنترل ولو تجهیزات تک خطی بود و کنترل ولو در 10 سال گذشته تعمیرات اساسی نشده بود.
علت احتمالی 2: کنترل ولو دارای مشکل عبور اکچویتور است.
تعمیرات اساسی اخیرا انجام شد و تمام قطعات نرم تعویض شدند زیرا کنترل ولو تجهیزات تک خطی بود.
همچنین همانطور که در بالا ذکر شد، کنترل ولو در 10 سال گذشته تعمیرات اساسی نشده است.
مشکل احتمالی 3: کنترل ولو مشکل کالیبراسیون دارد.
پس از تعمیرات اساسی، کنترل ولو در خود کارگاه به طور خودکار کالیبره شد. سکته مغزی بررسی شد و پاسخ رضایت بخش بود.
همچنین طبق کلاس نشتی طراحی کنترل ولو، آزمایش نشتی در میز آزمایش انجام شد. عبوری مشاهده نشد.
مشکل احتمالی 4: آسیب به کنترل ولو در هنگام جابجایی کنترل ولو به محل
کنترل ولو با رعایت تمام احتیاطات لازم زیر نظر یک ناظر و یک مهندس به درستی جابجا شد.
مشکل احتمالی 5: اکچویتور کنترل ولو فشار هوای مناسبی ندارد
فشار هوا به اکچویتور بررسی شد و مطابق با برگه اطلاعات کنترل ولو خوب بود.
مشاهدات کار روی کنترل ولو
مشاهدات پس از گرفتن مجدد کنترل ولو برای کار تعمیر و نگهداری:
- فشار هوای کنترل ولو بررسی شد و سالم بود.
- اکچویتور کنترل ولو چک شد و هیچ عبوری پیدا نشد.
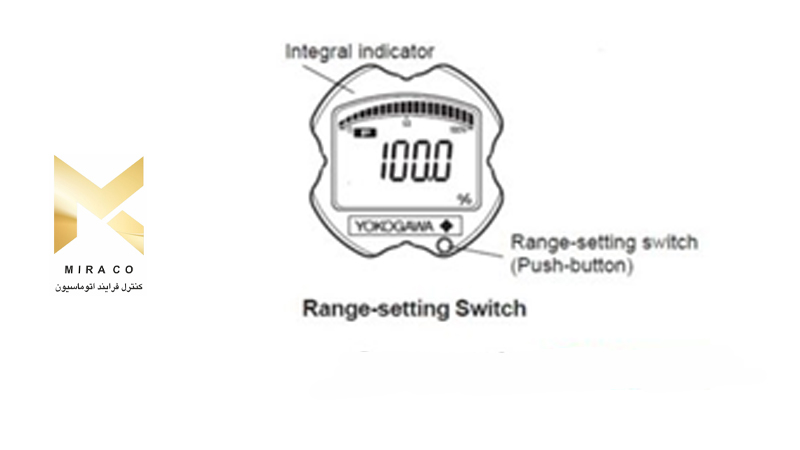
- پس از جداسازی خط و بررسی کورس کنترل ولو، مشخص شد که طول حرکت کنترل ولو کمتر از 100 درصد است. به دلیل این طول ضربه کمتر، کنترل ولو باز ماند و از این رو عبور مشاهده شد.
- کنترل ولو دوباره به صورت خودکار کالیبره شد. این بار طول ضربه عملیاتی مطابق با برگه داده تأیید شد. پاسخ رضایت بخش بود. همچنین کنترل ولو به صورت خطی گرفته شد. هیچ عبوری در اختلاف فشار طراحی کامل در کنترل ولو مشاهده نشد.
چه مشکلی در کنترل ولو رخ داد؟
از مهندس و تکنسینی که کنترل ولو را نصب کرده بودند در مورد کل مراحل نصب سوال شد (چون در کارگاه اشتباهی صورت نگرفته بود).
در گفتگوی سالم با مهندس، تیم متوجه شد که کنترل ولو پس از نصب مجدداً در محل به طور خودکار کالیبره شده است.
دلیل کالیبراسیون مجدد خودکار کنترل ولو این بود که پس از نصب کنترل ولو و به سمت داخل کردن کنترل ولو، کنترل ولو دچار مشکل شکار شد (2٪ – 3٪ شکار). بنابراین فشار هوای منبع بررسی شد و اوکی یافت شد.
اکچویتور هم سالم بود بنابراین، مهندس تصمیم گرفت که کنترل ولو را به طور خودکار کالیبره کند. بنابراین، خط دوباره ایزوله شد و کنترل ولو خودکار کالیبره شد.
دلیل احتمالی می تواند این باشد که در حین کار کالیبراسیون خودکار هنگامی که کنترل ولو در یک خط قرار داشت، ممکن است مقداری مواد خارجی روی صندلی رسوب کرده باشد زیرا کنترل ولو در یک سرویس آب کثیف که دارای ذرات سخت نیز است نصب شده است.
بنابراین به دلیل وجود این ماده خارجی، کنترل ولو نمی تواند به طور کامل بسته شود و در نتیجه کورس کامل در مقایسه با طول کورس اولیه کمتر بود.
هنگامی که کنترل ولو مجدداً در خط قرار گرفت، به دلیل فشار آب، ممکن است مواد خارجی به پایین دست رفته باشد و فضایی برای نشت ایجاد کند.
راه حل
چگونه می توانیم از چنین مسائلی جلوگیری کنیم؟
- همیشه طول کامل ضربه را علامت بزنید و آن را با طول ضربه ذکر شده در دیتاشیت تأیید کنید.
- قبل از کالیبره کردن کنترل ولو، شستشوی مناسب خط را با آب یا هوای تمیز انجام دهید.
برای سفارش و یا خرید انواع محصولات ابزار دقیق و همچنین کسب اطلاعات بیشتر و مشاوره رایگان با شماره های 88341674-021 | 88341172-021 تماس حاصل فرمایید.
منبع: