
عناصر کنترل نهایی (کنترل ولو ها یا شیرهای ایمنی) اجزای کلیدی هر سیستم کنترل حلقه بسته هستند، خواه برای سیستمهای کنترل فرآیند پایه (BPCS) یا برای سیستمهای ابزار ایمنی (SIS) استفاده شود. محدودیتهای مالی ساختارهای مختلفی از شیر ها را بهدست میآورند که برای کاربردهای throttling در مقابل On-Off مناسب هستند.
با این حال، به دلیل حوادث گذشته قابلیت اطمینان به یک معیار اصلی در فرآیند انتخاب شیر تبدیل شده است. بسیاری از تولیدکنندگان و توزیع کنندگان در صنعت فرآیند، بر اساس تجربیات خاص کارخانه خود وسوسه میشوند که از کنترل ولو ها در برنامههای قطع کردن ایمن استفاده کنند – مخصوصاً شیر های اندازه کوچکتر که ممکن است هزینه بالایی نداشته باشند. این مقاله در مورد زمان تخصیص مناسب بودن SIL برای شیر های مورد استفاده در سناریوهای مختلف (کنترل فرآیند در مقابل قطع کردن ایمن) و تعیین معیارهایی برای تخصیص کاربرد SIL برای “عنصر نهایی” شفافیت ارائه می دهد. در ادامه مفصلا این مطلب را بررسی می کنیم.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
فهرست مطالب:
🔰معرفی
🔰مکانیسم شکست
🔰آیا یک “عنصر کنترل نهایی” به رتبه بندی مناسب بودن SIL نیاز دارد؟
معرفی
سطح یکپارچگی ایمنی (SIL) سطح گسسته ای برای تعیین الزامات یکپارچگی ایمنی عملکردهای ابزار ایمنی است. این یک اندازه گیری قابل سنجش از ریسک است که برای تعیین اهداف عملکرد ایمنی سیستم های SIS استفاده می شود. یک SIL را می توان بر حسب احتمال شکست در صورت تقاضا (PFD) یا ضریب کاهش ریسک (RRF) بیان کرد. ضریب کاهش ریسک صرفاً متقابل PFD (1/PFD) است. سطوح SIL بر حسب PFD یا RRF به عنوان طیفی از اعداد تعیین می شوند.
PFD مقداری است که احتمال عدم پاسخگویی یک سیستم به تقاضا را نشان می دهد. PFD تابعی از زمان بازه آزمایش و میزان خرابی تجهیزات تحت کنترل است.
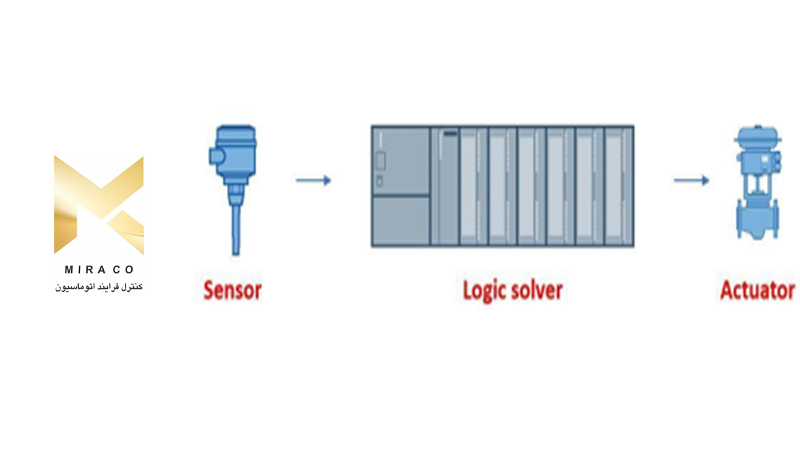
به طور خلاصه، برای تعیین رتبه مناسب بودن SIL برای یک حلقه تابع ابزار ایمنی (SIF)، یک مقدار PFD باید برای اجزای یک حلقه محاسبه شود. یک حلقه SIF از یک حسگر، حل کننده منطقی و عنصر نهایی تشکیل شده است. برای محاسبه PFD، یک عدد نرخ خرابی تجهیزات مورد نیاز است.
مکانیسم شکست
خرابی ها به گونه ای دسته بندی می شوند که بتوان داده های خرابی را به روشی ثابت سازماندهی کرد. گزارش فنی ISA ISA-TR84.00.02-2002 – قسمت 1 در مورد دو حالت شکست صحبت می کند – خرابی فیزیکی (تصادفی) و خرابی عملکردی (سیستماتیک).
خرابی فیزیکی
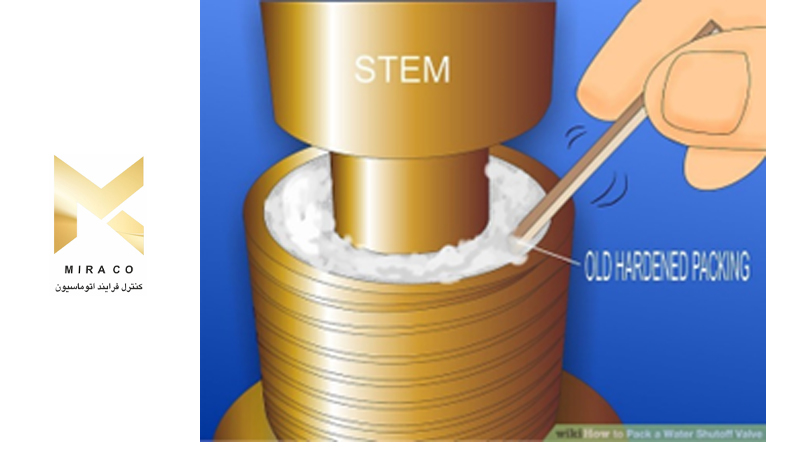
خرابی های فیزیکی یا تصادفی ناشی از تخریب یک یا چند مکانیسم سخت افزاری است. اغلب دائمی است و به برخی از اجزا یا ماژول ها نسبت داده می شود. به عنوان مثال، هنگامی که یک کنترل ولو در پایان حرکت است و با تغییر سیگنال کنترل به دلیل شکستن شفت حرکت نمی کند، خرابی به دلیل خرابی فیزیکی قطعه در شیر رخ داده است.
خرابیهای عملکردی
از سوی دیگر، خرابیهای عملکردی یا سیستماتیک، خرابیهایی هستند که به روشی قطعی به یک علت خاص مرتبط هستند که میتوانند با اصلاح فرآیند طراحی یا ساخت، رویههای عملیاتی یا سایر عوامل مرتبط از بین بروند. به عنوان مثال، یک برنامه کامپیوتری از کار افتاده است و هیچ آسیب فیزیکی وجود ندارد اما سیستم از کار افتاده است. نتیجه نهایی این است که برنامه کار نمی کند و به دلیل یک خطای سیستماتیک در کد برنامه نویسی خرابی رخ داده است.
یکی از ویژگیهای متمایزکننده اصلی بین یک خرابی تصادفی و یک شکست سیستماتیک این است که خرابیهای ناشی از یک شکست تصادفی را میتوان با دقت معقول پیشبینی کرد، در حالی که خرابیهای سیستماتیک، به دلیل ماهیت خود، نمیتوانند با دقت پیشبینی شوند.
با درک اولیه مکانیسم های خرابی واضح است که موارد مکانیکی مانند کنترل ولو ها، خرابی ها را می توان در دسته شکست فیزیکی یا تصادفی طبقه بندی کرد که طبیعتاً ساده تر است.
خرابی های سیستماتیک مشخصه های معمول سیستم های الکترونیکی قابل برنامه ریزی یا دستگاه های مبتنی بر ریزپردازنده هستند. مفهوم قابلیت اطمینان برای مدت طولانی در صنعت وجود داشته است، اما به دلیل پیشرفت در الکترونیک و سیستم های کنترل، این مفهوم بیش از هر زمان دیگری حیاتی شده است. از آنجایی که یک عنصر کنترل نهایی بخشی از حلقه کنترل است، داده های قابلیت اطمینان آن نیز توسط کاربران نهایی زیر سوال رفته است.
آیا یک “عنصر کنترل نهایی” به رتبه بندی مناسب بودن SIL نیاز دارد؟
برای درک دقیق این نیاز اجازه دهید سیستم های کنترل مورد استفاده در صنایع بخش فرآیند را مورد بحث قرار دهیم. سیستمهای کنترل اغلب به دو دسته تقسیم میشوند: سیستمهایی که از تجهیزات محافظت میکنند، که به عنوان «سیستم ابزار ایمنی» طبقهبندی میشوند و سیستمهایی که تجهیزات را کنترل میکنند، به نام «سیستم کنترل فرآیند پایه» شناخته میشوند. عناصر کنترل نهایی بخشی از هر دو سیستم هستند.
طبق IEC 61511 قسمت 1، 3.2.3، سیستم کنترل فرآیند پایه به صورت زیر تعریف شده است:
سیستم کنترل فرآیند پایه (BPCS)
سیستمی که به سیگنالهای ورودی از فرآیند، تجهیزات مرتبط با آن، سایر سیستمهای قابل برنامهریزی و یا یک اپراتور پاسخ میدهد و سیگنالهای خروجی تولید میکند که باعث میشود فرآیند و تجهیزات مرتبط با آن به شیوهای مطلوب عمل کنند، اما هیچ عملکرد ابزار ایمنی را با یک SIL ادعا شده ≥ 1.
این تعریف ما را به این نتیجه می رساند که BPCS هر سیستمی است که دارای SIL<1 باشد. بنابراین، سیستمهای SIS که از عملکردهای ابزار ایمنی با سطح یکپارچگی ایمنی مشخص استفاده میکنند، که برای دستیابی به عملکرد ایمنی ضروری است، باید دارای رتبهبندی SIL برابر یا بالاتر از ۱ باشند.
این نتیجه گیری بالا سؤالات جالبی را ایجاد می کند:
چرا شیرهای کنترل باید گواهی SIL داشته باشند؟
رویهها و روالهای صنعتی به طور کلی تعریف میکنند که کدام طراحی شیر برای کاربردهای ایمنی در مقابل کنترل باید مورد استفاده قرار گیرد. با این حال، به دلیل ویژگی های قابلیت اطمینان کنترل ولو ها، به ویژه در اندازه های کوچکتر آنها را برای کاربردهای ایمنی مناسب می کند.
ملاحظات مالی و جنبه های تعمیر و نگهداری (استفاده از طراحی شیر یکسان برای کنترل و ایمنی) باعث جذابیت کنترل ولو ها برای کاربردهای ایمنی می شود. ما می توانیم در سه سناریو مختلف به شرح زیر دسته بندی کنیم، که در آن کنترل ولو ها می توانند به عنوان شیرهای قطع کننده ایمنی استفاده شوند.
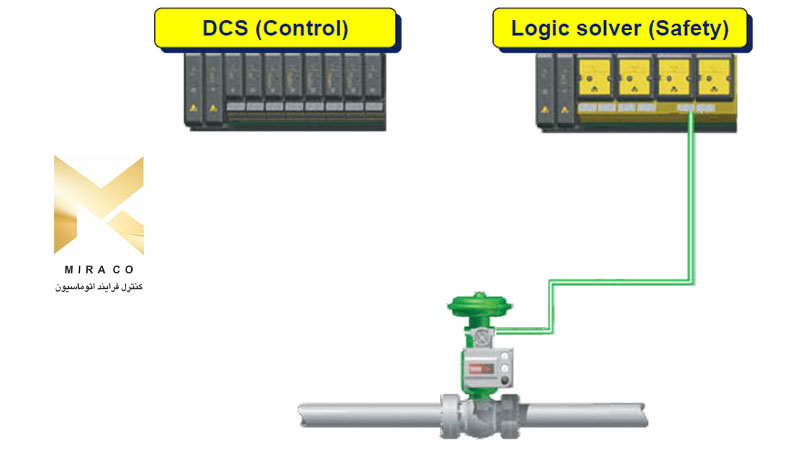
مورد 1: کنترل ولو هایی که فقط به عنوان یک عنصر نهایی روشن/خاموش استفاده می شوند.
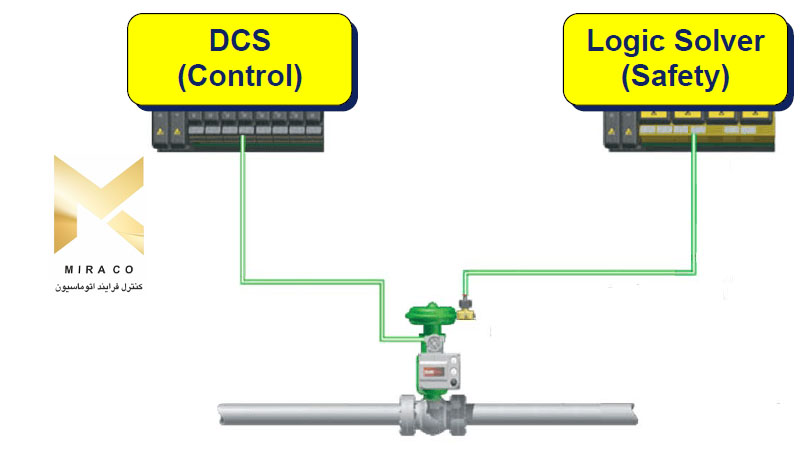
مورد 2: کنترل ولو هایی که در یک زمینه دو منظوره (هم برای کنترل و هم برای ایمنی) استفاده می شوند.
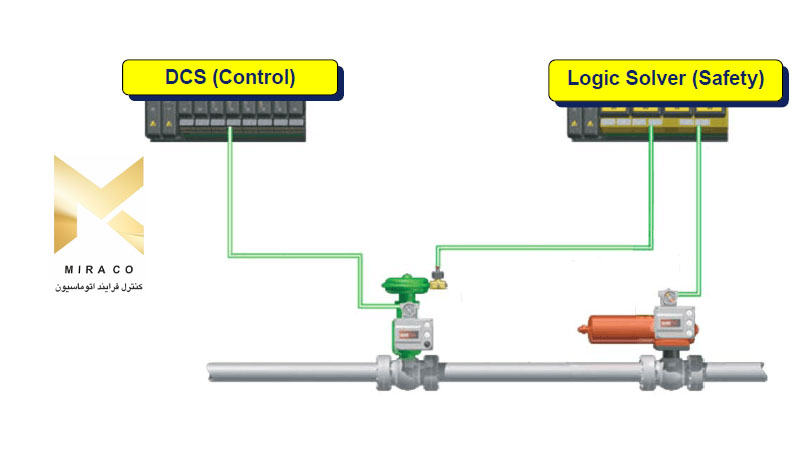
مورد 3: کنترل ولو هایی که در یک زمینه دو منظوره علاوه بر (اضافه) به یک شیر روشن/خاموش استفاده می شوند.
تصویر برای مورد 1
یک کنترل ولو برای کاربردهای ایمنی استفاده می شود. در این مورد، کنترل ولو یک “عنصر نهایی” یک حلقه SIF است و باید دارای رتبه SIL برابر یا بالاتر از 1 باشد.
تصویر برای مورد 2
آیا می توان از کنترل ولو single هم برای ایمنی و هم برای کنترل استفاده کرد؟
طبق استاندارد IEC 61511 قسمت 1 بند 11.2.10، بیان میکند که دستگاهی که برای انجام بخشی از عملکرد ابزار ایمنی استفاده میشود نباید برای اهداف اصلی کنترل فرآیند استفاده شود. در صورتی که خرابی آن دستگاه منجر به شکست کنترل فرآیند اصلی شود. عملکردی که باعث تقاضا برای عملکرد ابزار ایمنی می شود، مگر اینکه تجزیه و تحلیلی برای تایید اینکه ریسک کلی قابل قبول است انجام شده باشد.
این ممکن است منجر به تفسیر زیر شود.
- بله: اگر تمام خرابیهای احتمالی کنترل ولو نیازی به هیچ SIF نداشته باشد، میتوان از کنترل ولو بدون آنالیز بیشتر استفاده کرد. در این حالت، شیر کنترلی “عنصر نهایی” حلقه SIF است و باید دارای رتبه SIL برابر یا بالاتر از 1 باشد.
- خیر: اگر خرابی کنترل ولو باعث تقاضای یک SIF شود، ممکن است از آن به عنوان تنها عنصر نهایی در آن SIF استفاده نشود.
- اگر خرابی کنترل ولو تقاضایی را برای SIF، که برای آن در نظر گرفته شده است ایجاد نکند. اما ممکن است تقاضای هر SIF مرتبط دیگری غیر از شیر کنترل را ایجاد کند، تنها پس از تجزیه و تحلیل دقیق، میتوان در یک SIF از آن استفاده کرد. یک مرحله اضافی برای تجزیه و تحلیل بیشتر در این موارد ضروری است تا اطمینان حاصل شود که میزان خرابی خطرناک تجهیزات مشترک به اندازه کافی کم است. در این مورد، کنترل ولو یک “عنصر نهایی” از حلقه SIF است و باید دارای رتبه SIL برابر یا بالاتر از 1 باشد.
تصویر برای مورد 3
در این سناریو، یک کنترل ولو برای ارائه تحمل خطای سخت افزاری اضافی برای یک برنامه SIL بالاتر استفاده می شود. که مانند استفاده از یک کنترل ولو برای ایمنی است اما با بار اضافی توجیه و تأیید طراحی SIF و مقدار نهایی SIL آن است.
2. چرا کنترل ولو هایی که در BPCS استفاده می شوند باید دارای گواهی SIL باشند؟
طبق تعریف IEC درجه بندی SIL مورد نیاز نیست. اما ممکن است داده های قابلیت اطمینان برای یک شیر مورد نیاز باشد. صنعت یا کاربر نهایی ممکن است به دادههای میزان خرابی تجهیزات یا به عبارت ساده، MTBF (میانگین زمان بین خرابی) نیاز داشته باشد.
اساسا MTTF (میانگین زمان شکست) اصطلاح مناسبی برای تعریف قابلیت اطمینان محصول است. معمولاً در واحد ساعت مبله می شود. این بیشتر برای قطعات الکترونیکی رایج است، اما روندهایی حتی برای اقلام مکانیکی دیده می شود.
3. چگونه MTTF می تواند داده های مفیدی را برای محاسبه PFDAVG (احتمال شکست در صورت تقاضا) ارائه دهد؟
حالا MTTF را می توان به 1/(مجموع تمام نرخ های خرابی) یا برابر با 1/λ ساده کرد. به طور کلی اجزای MTTF را می توان در دسته های زیر دسته بندی کرد:
شناسایی ایمن (λSD)
شناسایی نشده ایمن (λSU)
شناسایی خطرناک (λDD)
خطرناک شناسایی نشده (λDU)
این داده ها به اطلاعات مفیدی منجر می شوند:
- MTTFها (میانگین زمان برای خرابی ایمن)
- MTTFd (میانگین زمان شکست خطرناک)
- SFF (کسری شکست ایمن)
MTTF ها را می توان با افزودن λSD و λSU و معکوس کردن عدد محاسبه کرد. MTTFd را می توان با گرفتن λDU و معکوس کردن عدد محاسبه کرد.
SFF را می توان با استفاده از معادله = 1 – (λDU) / (λSD + λSU + λDD + λDU) یا (λSD + λSU + λDD) / (λSD + λSU + λDD + λDU) محاسبه کرد.
PFDAVG را می توان با استفاده از معادله ساده شده میزان خرابی تجهیزات تحت کنترل (EUC) بار فاصله آزمایش تقسیم بر دو محاسبه کرد.
محاسبات MTTF
محاسبات MTTF ها در دسترس بودن کارخانه را فراهم می کند، که اندازه گیری بسیار مهمی از قابلیت به روز رسانی کارخانه فرآیند است. یک حرکت ساختگی که یک حرکت ایمن اما برنامه ریزی نشده در نظر گرفته می شود ممکن است برای لوله کشی و سایر تجهیزات بسیار سخت باشد. نه تنها تولید و کیفیت تحت تأثیر قرار می گیرد، بلکه ممکن است سود نیز تحت تأثیر قرار گیرد. همچنین، در نظر گرفتن ریسک بالاتر مرتبط با راه اندازی کارخانه مهم است. استاندارد IEC 61508 بیشتر بر روی “رویداد ایمنی” تاکید می کند، در صورت درخواست که مربوط به خرابی های خطرناک شناسایی نشده است و برای محاسبه PFDavg استفاده می شود.
به این ترتیب، تجهیزات مکانیکی مانند بدنه شیرها و محرک ها (اکچویتور ها) هیچ گونه قابلیت تشخیصی ندارند. طبق استاندارد IEC 61508 قسمت 2، جدول 2، با تحمل خطای سخت افزاری (HFT) صفر، آنها را فقط می توان در برنامه های SIL 1 استفاده کرد. یک کنترل کننده شیر دیجیتال نصب شده بر روی “عنصر کنترل نهایی” ضریب پوشش تشخیصی را بهبود می بخشد، که به نوبه خود عدد SFF را بهبود می بخشد و امکان استفاده از برنامه های دارای رتبه بالاتر SIL (طبق استاندارد IEC 61508 قسمت 2، جدول 3) را با استفاده از جزئی فراهم می کند.
نتیجه
اگر کنترل ولو برای انجام یک عملکرد ایمنی تعیین شده است، باید سطح SIL حلقه عملکرد سیستم ابزار دقیق ایمنی را برآورده کند. در این مورد، اعداد نرخ شکست برای محاسبه کل PFDavg حلقه مورد نیاز خواهد بود. کاربر نهایی ممکن است درخواست گواهی شخص ثالث برای مطابقت با الزامات IEC 61508 برای برآورده کردن تناسب خاص SIL کند.
با این حال، اگر یک کنترل ولو برای کنترل فرآیند معمولی نسبت به استاندارد IEC61511-3 قسمت 1، بخش 3.2.3، سیستم کنترل فرآیند پایه تعیین شده باشد در تعریف کنترل ولو ها برای داشتن SIL مناسب نیستند.
برای سفارش و یا خرید محصولات سیستم کنترل و همچنین کسب اطلاعات بیشتر و مشاوره رایگان با شماره های 88341674-021 | 88341172-021 تماس حاصل فرمایید.
[fusion_person name=”تیم تولیدمحتوای میراکنترل” title=”میراکنترل؛کنترل فرایند اتوماسیون” picture=”https://miracontroller.com/wp-content/uploads/2021/02/icons8-manager-80.png” picture_id=”21002|full” pic_link=”” linktarget=”_self” pic_style=”” pic_style_blur=”” pic_style_color=”” pic_bordersize=”” pic_bordercolor=”” pic_borderradius=”” hover_type=”none” background_color=”” content_alignment=”center” icon_position=”bottom” social_icon_boxed=”” social_icon_boxed_radius=”” social_icon_color_type=”” social_icon_colors=”” social_icon_boxed_colors=”” social_icon_tooltip=”left” blogger=”” deviantart=”” digg=”” dribbble=”” dropbox=”” facebook=”” flickr=”” forrst=”” instagram=”” linkedin=”” myspace=”” paypal=”” pinterest=”” reddit=”” rss=”” skype=”” soundcloud=”” spotify=”” tumblr=”” twitter=”” vimeo=”” vk=”” whatsapp=”https://wa.me/989125376505″ xing=”” yahoo=”” yelp=”” youtube=”” email=”info@miracontroller.ir” show_custom=”no” hide_on_mobile=”small-visibility,medium-visibility,large-visibility” class=”” id=””]تمامی محتوای قرارگرفته در این سایت نتیجه زحمات یکایک افراد تیم تولیدمحتوای میراکنترل است. استفاده از این مطالب با ذکر منبع بلامانع می باشد.[/fusion_person][/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]