
در این مقاله برای آشنایی با کارکرد plc (پی ال سی) یک مثال ساده را مورد بررسی قرار میدهیم که در آن کنترل فرآیند دستی آن را مطالعه میکنیم، سپس کنترل رله و در نهایت چگونه میتوانیم این فرآیند را توسط plc (پی ال سی) کنترل کنیم. و بطور کلی اصول کار PLC (پی ال سی) یا کنترل کننده منطقی قابل برنامه ریزی را بررسی خواهیم کرد.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
فهرست مطالب:
🔰کنترل موتور با استفاده از رله
🔰اصول کار PLC (پی ال سی)
🔰برنامه منطقی نردبان PLC (پی ال سی) با طرح آدرس دهی
🔰نحوه اجرای برنامه در PLC (پی ال سی)
🔰کار ماژولار PLC (پی ال سی) ثابت
🔰نحوه تغییر عملکرد PLC (پی ال سی)
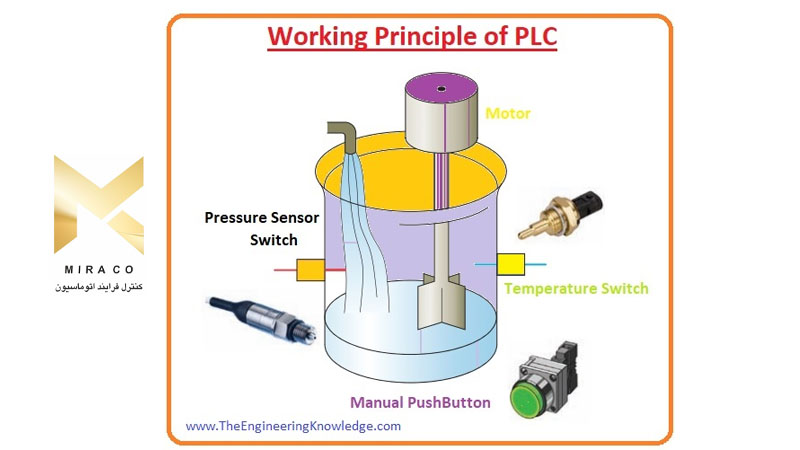
اول از همه، ما در مورد کنترل یا فرآیند دستی صحبت می کنیم.
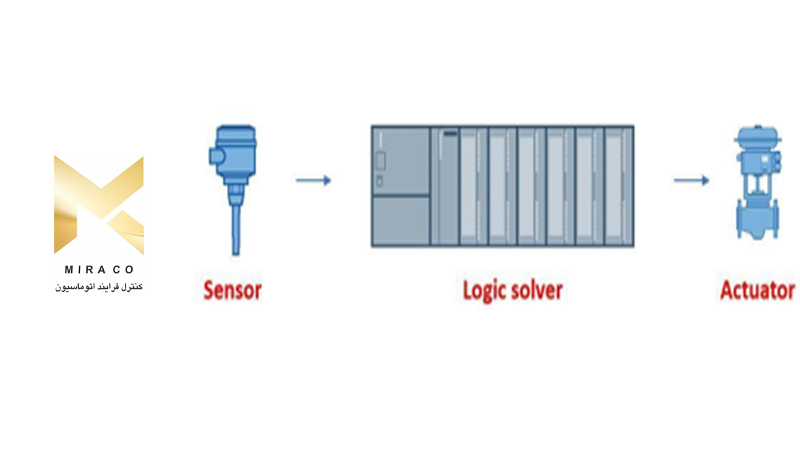
- در نمودار داده شده، نمونه ای از یک میکسر کنترل موتور را در نظر می گیریم. در این فرآیند ما از دو سنسور استفاده می کنیم که اولی دما و دیگری فشار است.
- این دو سنسور به موتور متصل هستند و مقادیر آنها از قبل تنظیم شده است.
- هنگامی که موتوری را با موتور دکمه ای دستی راه اندازی می کنیم، مایع را مخلوط می کنیم و هنگامی که مقدار تنظیم شده دما و فشار به سنسور متصل رسید، کنتاکت های آنها را بسته و در مورد کنترل فرآیند صحبت می کند. با دانستن این موضوع می توانیم موتور خود را روشن یا متوقف کنیم.
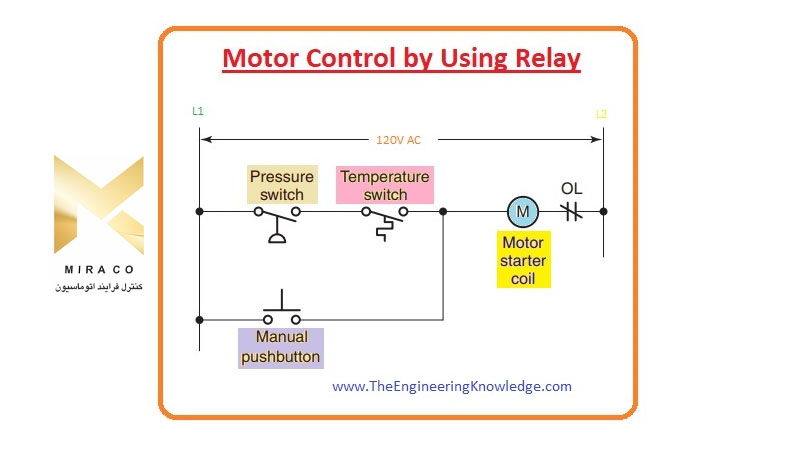
کنترل موتور با استفاده از رله
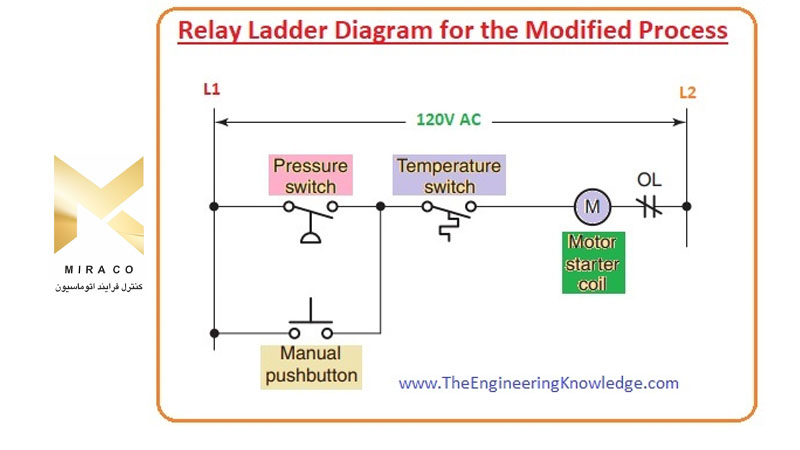
- همانطور که در مورد روش دستی کنترل موتور بحث کردیم، اکنون نحوه کنترل رله ای این فرآیند را مورد بحث قرار می دهیم.
- در نمودار منطقی نردبان رله داده شده، میتوانیم ببینیم که وقتی سوئیچ های دما و فشار وصل هستند، موتور شروع به کار میکند یا با فشار دادن یک دکمه، موتور کار میکند.
- تا به حال در مورد کنترل موتور به روش دستی و رله صحبت کردیم و اکنون در مورد این فرآیند بحث می کنیم که چگونه می توانیم توسط plc (پی ال سی) کنترل کنیم.
اصول کار PLC (پی ال سی)
- اکنون در مورد اینکه چگونه می توانیم plc (پی ال سی) را برای این فرآیند پیاده سازی کنیم بحث می کنیم.
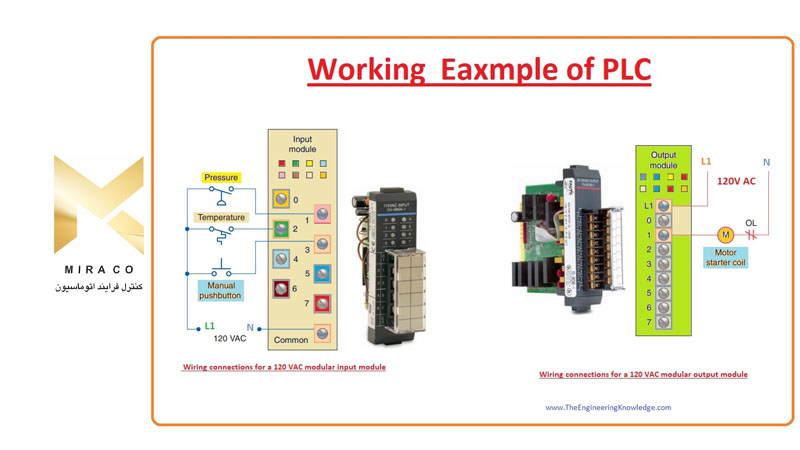
- برای plc (پی ال سی)، ما همچنین از همان اجزای ورودی استفاده می کنیم که در روش های قبلی استفاده می کردیم، مانند فشار، سوئیچ های دما و دکمه فشاری.
- این قطعات با اتصالات ماژول ورودی plc (پی ال سی) که توسط سازنده طراحی شده است متصل می شوند.
- در این مثال، ما از ماژولار 120 ولت AC استفاده می کنیم که اتصال ورودی آن در یک نمودار نشان داده شده است.
- در این فرآیند از همان قطعه خروجی که موتور است نیز استفاده می کنیم.
- این دستگاه خروجی نیز با توجه به طرح اتصالات خروجی سازنده به ماژول خروجی plc (پی ال سی) متصل می شود.
- پیوندهای نصب متمایز برای یک واحد خروجی مرتب شده مدولار 120 ولت AC در یک نمودار مشخص نمایش داده می شود.
برنامه منطقی نردبان PLC (پی ال سی) با طرح آدرس دهی
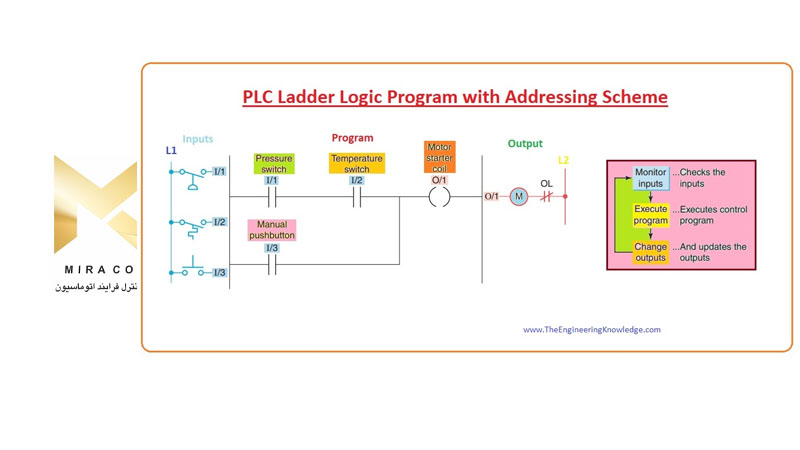
- برنامه منطق نردبان PLC (پی ال سی) در انبار واحد پردازش مرکزی ساخته شده و تغذیه می شود.
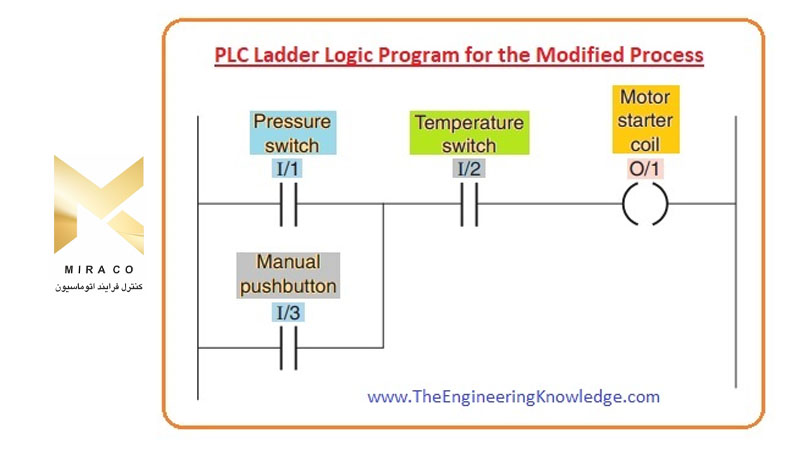
- یک برنامه منطقی نردبانی متمایز برای این روش در یک نمودار مشخص نمایش داده می شود.
- آرایش مورد استفاده مشابه ترتیب مدارهای نردبان رله سیمی است.
- نمادهای گسسته در این مدار به معنای دستورات هستند، در حالی که شماره گذاری بیانگر دستورات موقعیت است.
- برای دادن دستورات برنامه نویسی به کنترلر، این دستورات را یکی یکی در حافظه CPU (سی پی یو) از جزء برنامه نویسی تغذیه می کنید.
- به هر مؤلفه ورودی و خروجی یک آدرس مکانی خاص اختصاص داده می شود که به plc (پی ال سی) اجازه می دهد از محل اتصال فیزیکی آن مطلع شود.
- آدرس ورودی و خروجی برای شرکت های تولیدی مختلف متفاوت خواهد بود.
- دستورات در قسمت برنامه کاربر از حافظه CPU (سی پی یو) قرار می گیرند.
- در طول اسکن برنامه، ناظر کنترل کننده ورودی ها برنامه کنترلر را اجرا می کند و در نتیجه خروجی را تغییر می دهد.
- در نمودار بالا، پیکربندی ورودی و خروجی را با plc (پی ال سی) مورد بحث قرار دادیم و اکنون نحوه اجرای این برنامه در plc (پی ال سی) را مطالعه می کنیم.
نحوه اجرای برنامه در PLC (پی ال سی)
- برای اینکه برنامه کار کند، کنترل در سبک اجرا یا دنباله عملکرد قرار دارد.
- از طریق هر چرخش کاری، کنترل کننده موقعیت یک جزء ورودی را بررسی می کند، برنامه اپراتور را اجرا می کند و در نتیجه خروجی ها را تغییر می دهد.
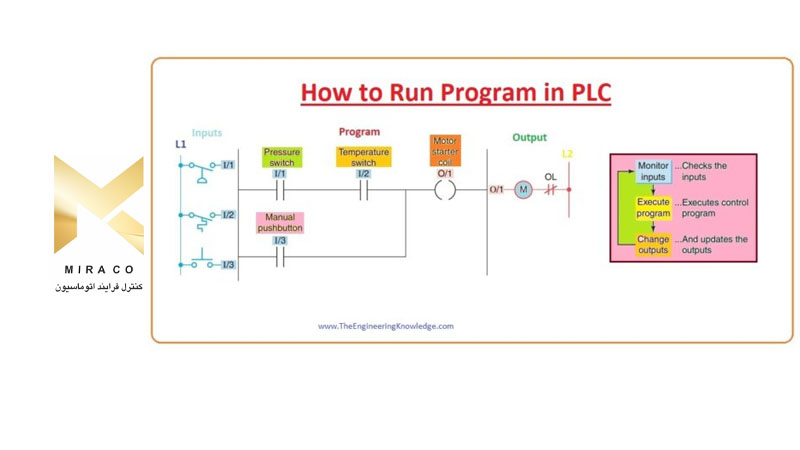
- هر علامتی مانند آنچه که گفته می شود را می توان به عنوان مجموعه ای از اتصالات معمولاً باز در نظر گرفت. علامت () برای نشان دادن حلقه ای استفاده می شود که وقتی انرژی می گیرد، مجموعه ای از پیوندها را می بندد.
- در برنامه منطق نردبانی ارائه شده در زیر می بینیم که سیم پیچ (O/1) زمانی کار می کند که پیوندهای (I/1) و I/2 قفل هستند یا سیم پیچ زمانی که پیوند I/3 بسته شود کار می کند.
- یک PLC (پی ال سی) فوراً کار می کند، به این معنی که وقتی یک برنامه کار می کند، در زمان اجرا نیز خروجی می دهد.
برای اجرای عملیات، مراحلی وجود دارد که در اینجا شرح داده شده است.
- ابتدا کلیدهای فشار، دما و ورودی های دکمه فشاری بررسی شده و موقعیت آنها در حافظه کنترلر ثبت می شود.
- کنتاکتی که باز است به صورت O و کنتاکت بسته 1 (یک) در حافظه ذخیره می شود.
- سپس مدار نردبان با هر اتصال داخلی که به عنوان رتبه باز (o) یا بسته (1) با توجه به شرایط 1 یا 0 آن اختصاص داده می شود، نظارت می شود.
- هنگامی که شرایط پیوندهای ورودی ثبات منطقی را از چپ به راست در امتداد نردبان ارائه می دهد، موقعیت ذخیره سیم پیچ خروجی یک منطق 1 (یک) اختصاص داده می شود و پیوندهای واسط واحد خروجی بسته می شوند.
- هنگامی که پیوستگی منطقی نردبان برنامه وجود نداشته باشد، موقعیت ذخیره سیم پیچ خروجی روی منطق 0 (صفر) تنظیم می شود و پیوندهای رابط اجزای خروجی باز خواهند بود (0).
- انجام یک دور از این ترتیب توسط کنترلر اسکن نامیده می شود.
- زمان اسکن، زمان مورد نیاز برای تکمیل یک چرخش است. که اندازه گیری سرعت پاسخ کنترل کننده منطقی قابل برنامه ریزی (PLC) را ارائه می دهد.
- به طور معمول موقعیت ذخیره سازی خروجی از طریق اسکن سازماندهی مجدد می شود، اما خروجی واقعی تا پایان اسکن برنامه از طریق اسکن ورودی، خروجی سازماندهی مجدد نمی شود.
کار ماژولار PLC (پی ال سی) ثابت
- در عنوان آخر، نحوه ساخت یک برنامه منطق نردبانی و نحوه عملکرد آن را مورد بحث قرار می دهیم. اکنون ما در مورد اتصال مدولار ثابت plc (پی ال سی) و مونتاژ برنامه منطق نردبان صحبت می کنیم.
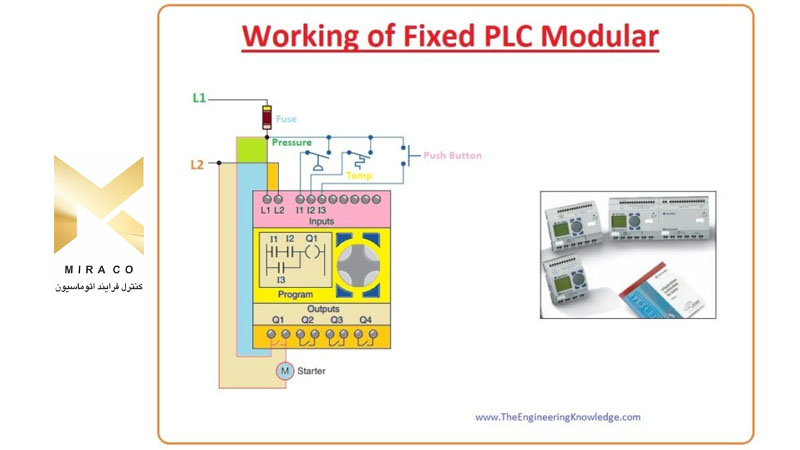
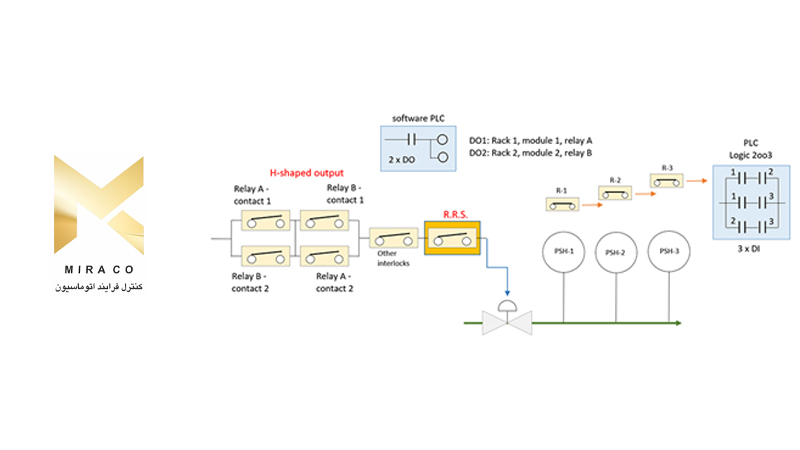
- نمودار داده شده کابل کشی متمایز ضروری را برای اجرای آرایش کنترل فرآیند با استفاده از یک تنظیم کننده PLC (پی ال سی) ثابت نشان می دهد.
- در این مثال، کنترلر plc (پی ال سی) مجهز به 8 (هشت) ورودی و 4 (چهار) خروجی برای سوئیچ و مشاهده رویه استفاده می شود.
- اتصال این ماژول plc (پی ال سی) در زیر توضیح داده شده است.
- خطوط برق متشکل از فیوزهایی با رده و سطح ولتاژ مشخص با اتصالات L1 و L2 کنترلر مرتبط هستند.
- اجزای میدان ورودی مانند فشار، سوئیچ های دما و دکمه فشاری توسط سیم در بین L1 و I1، I2، I3 که پایانه های ورودی کنترلر هستند متصل می شوند.
- سیم پیچ راه اندازی موتور با L2 و به ترتیب با خروجی رله Q1 به L1 متصل می شود.
- پس از این اتصال، ما می توانیم برنامه منطق نردبان شما را با استفاده از صفحه کلید روی یک کنترلر قرار داده و برنامه را روی یک صفحه نمایش LCD مشاهده کنیم.
- شما تا به حال با کار plc (پی ال سی) و ساخت منطق نردبان آن آشنا شده ایم. اما اگر گاهی بخواهیم برنامه منطقی نردبانی را که با استفاده از plc (پی ال سی) ایجاد می کنیم تغییر یا اصلاح کنیم.
- آیا می توانیم این مدار را تغییر دهیم؟ یا می توانیم آن را اصلاح کنیم؟ برای جواب دادن به این سؤالات، ما در مورد اینکه چگونه می توانیم عملیات plc (پی ال سی) را تغییر دهیم، بحث می کنیم. و همچنین در مورد مقایسه آن با منطق رله بحث کنید. یعنی اگر بخواهیم مدار منطقی را رله کنیم باید چه کار کنیم.
نحوه تغییر عملکرد PLC (پی ال سی)
- پی ال سی Plc ویژگی های زیادی دارد اما یکی از ویژگی های اصلی این است که می توانیم برنامه نوشته شده خود را به راحتی تغییر دهیم.
- اول از همه در مورد منطق نردبان رله بحث می کنیم.
- بیایید فرض کنیم که باید مدارهای کنترل فرآیند را که قبلاً در مورد آن صحبت کردیم، اصلاح کنیم.
- در یک نمودار مشخص، میتوانیم تغییری که باید انجام دهیم این است که اگر بخواهیم فرآیند خود را فقط با کلید دما کنترل کنیم، باید سیمکشی خود را تغییر دهیم که کار بسیار دشواری است.
- اما در مورد plc(پی ال سی)، ما فقط برنامه ای را که قبلا ساخته بودیم تغییر می دهیم و هیچ چیز دیگری.
- از این رو می توان مشاهده کرد که تغییر برنامه در plc (پی ال سی) بسیار آسان است اما در مورد رله کار آسانی نیست. تغییر برای PLC (پی ال سی) که در زیر نشان داده شده است.
همه ی این موارد در مورد اصول کارکرد PLC است اگر در مورد بخشی از plc سوالی دارید می توانید در نظرات بپرسید.
[fusion_person name=”تیم تولیدمحتوای میراکنترل” title=”میراکنترل؛کنترل فرایند اتوماسیون” picture=”https://miracontroller.com/wp-content/uploads/2021/02/icons8-manager-80.png” picture_id=”21002|full” pic_link=”” linktarget=”_self” pic_style=”” pic_style_blur=”” pic_style_color=”” pic_bordersize=”” pic_bordercolor=”” pic_borderradius=”” hover_type=”none” background_color=”” content_alignment=”center” icon_position=”bottom” social_icon_boxed=”” social_icon_boxed_radius=”” social_icon_color_type=”” social_icon_colors=”” social_icon_boxed_colors=”” social_icon_tooltip=”left” blogger=”” deviantart=”” digg=”” dribbble=”” dropbox=”” facebook=”” flickr=”” forrst=”” instagram=”” linkedin=”” myspace=”” paypal=”” pinterest=”” reddit=”” rss=”” skype=”” soundcloud=”” spotify=”” tumblr=”” twitter=”” vimeo=”” vk=”” whatsapp=”https://wa.me/989125376505″ xing=”” yahoo=”” yelp=”” youtube=”” email=”info@miracontroller.ir” show_custom=”no” hide_on_mobile=”small-visibility,medium-visibility,large-visibility” class=”” id=””]تمامی محتوای قرارگرفته در این سایت نتیجه زحمات یکایک افراد تیم تولیدمحتوای میراکنترل است. استفاده از این مطالب با ذکر منبع بلامانع می باشد.[/fusion_person][/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]