لوله، مانند پایپ، یک ساختار توخالی است که برای ایجاد یک مسیر محصور برای جریان سیالات طراحی شده است. در مورد لوله، معمولاً از فلز نورد شده یا اکسترود شده تولید می شود (اگرچه پلاستیک یک ماده لوله معمولی برای بسیاری از کاربردهای صنعتی است). این بخش برخی از روشهای رایجتر برای اتصال لولهها به یکدیگر (و اتصال انتهای لوله به تجهیزاتی مانند ابزارهای تحت فشار) را مورد بحث قرار میدهد.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
یکی از تفاوت های اساسی بین لوله و پایپ این است که لوله هرگز در انتهای آن رزوه نمی شود تا اتصال ایجاد کند. درعوض، باید از وسیله ای به نام فیتینگ لوله برای اتصال بخشی از لوله به لوله دیگر، یا به بخشی از لوله، یا به یک قطعه تجهیزات (مانند ابزار) استفاده شود. بر خلاف پایپ هایی که به طور طبیعی دارای دیواره ضخیم هستند، لوله ها ساختارهایی با دیواره نازک هستند. ضخامت دیواره یک لوله معمولی برای پشتیبانی از threadها بسیار نازک است.
لوله ها به طور کلی نسبت به لوله برای کاربردهای با قطر کوچک ترجیح داده می شوند. توانایی کارگران ماهر برای برش و خم کردن آسان لوله با ابزارهای دستی ساده، و همچنین توانایی شکستن و باز سازی مکرر اتصالات لوله بدون به خطر انداختن یکپارچگی آب بندی ها، لوله را به انتخاب ارجح برای اتصال ابزارها به لوله کشی تبدیل می کند. هنگامی که به عنوان واحد اتصال بین ابزار و لوله یا مخزن فرآیند استفاده می شود، لوله معمولاً به عنوان یک لوله ضربه یا خط ضربه شناخته می شود. (خطوط ضربه به طور متناوب به خطوط گیج یا خطوط سنسور گفته می شود.)
اتصالات لوله فشاری
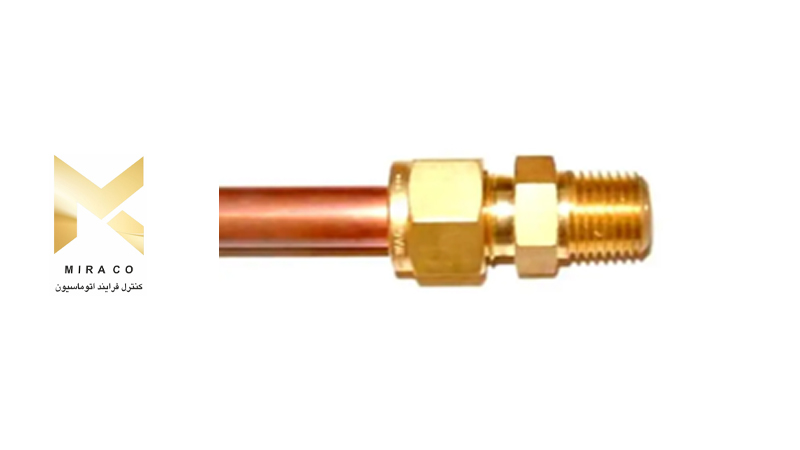
تا حد زیادی متداول ترین نوع اتصالات لوله برای خطوط ضربه ای ابزار، اتصالات سبک فشرده سازی است که از یک فرول تراکم پذیر برای انجام وظیفه آب بندی فشار سیال استفاده می کند. اجزای ضروری اتصالات لوله فشاری عبارتند از بدنه، فرول و مهره. فرول و قسمتهای بدنه دارای پروفیلهای مخروطی منطبق هستند که طوری طراحی شدهاند که محکم با هم بچسبند و یک آب بندی فلز به فلز را تشکیل دهند. برخی از طرح های اتصالات فشرده سازی از یک مجموعه فرول دو تکه استفاده می کنند، مانند این اتصال لوله که در اینجا نشان داده شده است (قبل از مونتاژ کامل) :
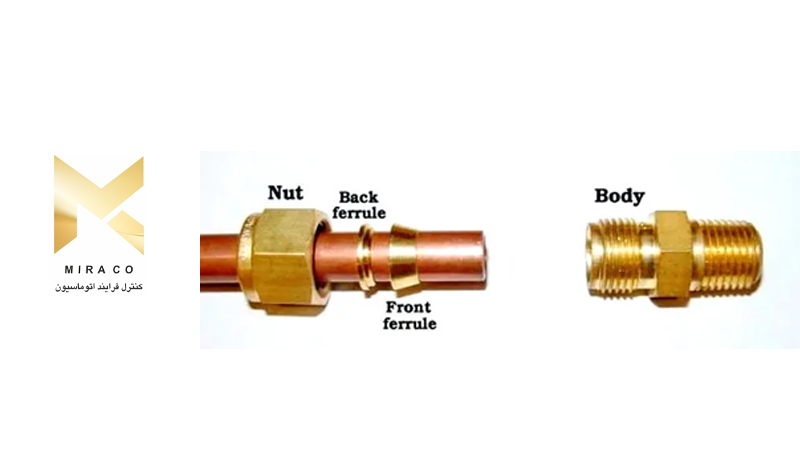
درست قبل از مونتاژ، می بینیم که چگونه مهره اجزای فرول را می پوشاند و آن ها را به ورودی مخروطی بدنه فیتینگ فشار می دهد :
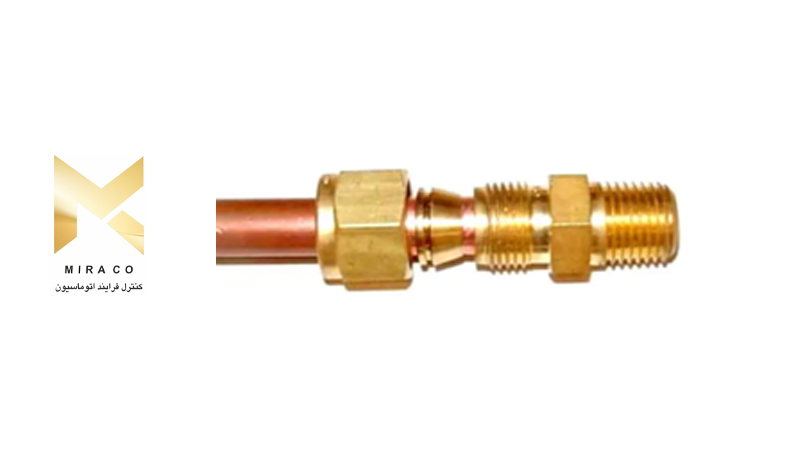
پس از سفت کردن صحیح مهره، فرول(ها) بر روی محیط بیرونی لوله فشرده می شود، در این فرآیند لوله را کمی چین می دهد و در نتیجه حلقه ها را در جای خود قفل می کند :
هنگام مونتاژ اولیه اتصالات لوله به سبک فشرده سازی، همیشه باید دقیقاً دستورالعمل های سازنده را دنبال کنید تا از فشرده سازی صحیح اطمینان حاصل کنید. برای اتصالات لوله ابزار با نام تجاری Swagelok با اندازه 1 اینچ و کوچکتر، روش کلی برای “جلو کردن” یک اتصال دهنده جدید به یک لوله این است که مهره را 1-1/4 دور از انگشتان خود محکم کنید. چرخاندن ناکافی مهره باعث فشرده شدن مناسب فرول در اطراف لوله نمی شود و چرخش بیش از حد باعث فشرده شدن بیش از حد پیچ و در نتیجه نشتی می شود. پس از این “چرخش” اولیه، کانکتور ممکن است با شل کردن مهره جدا شود تا زمانی که دیگر با بدنه درگیر نشود، سپس اتصال را می توان با رز دادن مجدد مهره بر روی بدنه تا زمانی که با انگشت محکم شود و سپس به آرامی محکم کنید، جدا شود. یک آچار تا محکم (بدون 1-1/4 چرخش اضافی!!!).
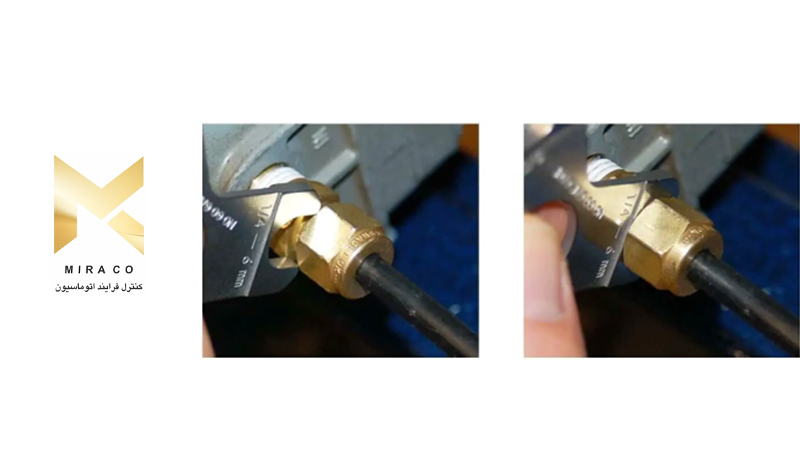
Swagelok سنج های ویژه ای را ارائه می دهد که ممکن است برای اندازه گیری فشرده سازی مناسب فرول در طول فرآیند مونتاژ استفاده شود. طراحی گیج به گونهای است که اگر مهره به اندازه کافی سفت نشود ضخامت آن بین مهره و شانه اتصال قرار میگیرد، اما اگر به اندازه کافی سفت شود نمیشود. بنابراین گیج این توانایی را دارد که اتصالات کم سفت شده را نشان دهد، اما اتصالات بیش از حد سفت را ندارد. این سنج ها به راحتی در کف دست قرار می گیرند:

چنین سنج هایی در صنعت به عنوان گیج های شکاف ممنوع نامیده می شوند، زیرا ناتوانی آن ها در قرار گرفتن بین مهره و شانه بدنه یک اتصالات لوله نشان دهنده اتصال مناسب سفت شده است. به عبارت دیگر، در صورتی که اتصالات لوله به درستی مونتاژ شده باشد، فیت گیج «ممنوع» خواهد بود.
عکسهایی که یکی از این گیجها را نشان میدهد که در حال آزمایش یک اتصال درست سفت شده (سمت چپ) در مقابل یک اتصال کم سفت (راست) در اینجا ظاهر میشوند :
پارکر یکی دیگر از تولیدکنندگان اصلی اتصالات لوله ابزار است و خط تولید آن ها به جای طراحی دو تکه ای که توسط Swagelok ترجیح داده می شود، از یک فرول تک تکه استفاده می کند. مانند اتصالات Swagelok، اتصالات ابزار پارکر به اندازه 1/4 اینچ تا 1 اینچ نیاز به 1-1/4 دور از دست محکم دارند تا به درستی فرول در اطراف محیط لوله فشرده شود. پارکر همچنین سنج هایی را می فروشد که ممکن است برای تعیین دقیق زمان رسیدن به مقدار مناسب فشرده سازی فرول استفاده شوند.
چیزی که یک فاصله سنج نشان نمی دهد، سفت شدن بیش از حد است. سفت شدن بیش از حد یک اتصالات فشاری به همان اندازه بد است که سفت شدن کم است، زیرا اتصالات نمی توانند پس از تغییر شکل فرول و لوله، یک آب بندی محکم ایجاد کنند. نمونهای از فرول دو تکه Swagelok (سمت چپ) روی یک لوله پلاستیکی در عکس زیر، در کنار یک فرول (سمت راست) نشان داده شده است :

به عدم وجود شکاف قابل توجهی بین دو قطعه فرول در مثال بیش از حد سفت شده توجه کنید. همچنین به شیب مخروطیتر فرول جلویی که بیش از حد سفت شده است، در نتیجه فشار بیش از حد به عمق بدنه اتصال توجه کنید.
صرف نظر از نام تجاری، اتصالات لوله ابزار به سبک فشرده سازی فوق العاده قوی و همه کاره هستند. بر خلاف اتصالات لوله، اتصالات لوله ممکن است به راحتی جدا شده و دوباره وصل شوند. برای “ایجاد مجدد” اتصال اتصال ابزار جدا شده به هیچ روش خاصی نیاز نیست: فقط مهره را محکم ببندید تا نیروی کافی نگهدارنده فرول به بدنه فیتینگ حفظ شود، اما نه آنقدر محکم که فرول بیشتر از آن در اطراف لوله فشرده شود. در هنگام مونتاژ اولیه انجام شد.
یک تصویر بسیار گرافیکی از استحکام اتصالات لوله ابزار معمولی در عکس زیر نشان داده شده است، جایی که بخش کوتاهی از لوله ابزار فولادی ضد زنگ 3/8 اینچی در معرض فشار مایع بالا قرار گرفت تا زمانی که پاره شد. با وجود اینکه فشار مایع قبل از پاره شدن لوله به حداکثر PSI 23000 رسیده است، هیچ یک از اتصالات فشاری در دو طرف لوله در طول آزمایش نشتی نداشت:
نکته: لازم به ذکر است که مهره های اتصال به دلیل تورم لوله بر روی لوله گیر کرده است. اتصالات لوله ممکن است در طول آزمایش نشتی نداشته باشند، اما اجزای سازنده آن ها اکنون آسیب دیده اند و هرگز نباید دوباره در خدمت قرار گیرند.

برای سفارش و یا خرید انواع محصولات ابزار دقیق و همچنین کسب اطلاعات بیشتر و مشاوره رایگان با شماره های 88341674-021 | 88341172-021 تماس حاصل فرمایید.
منبع: