در این مقاله کالیبراسیون پوزشنر کنترل ولو را بررسی می کنیم.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
پوزیشنر کنترل ولو چیست؟
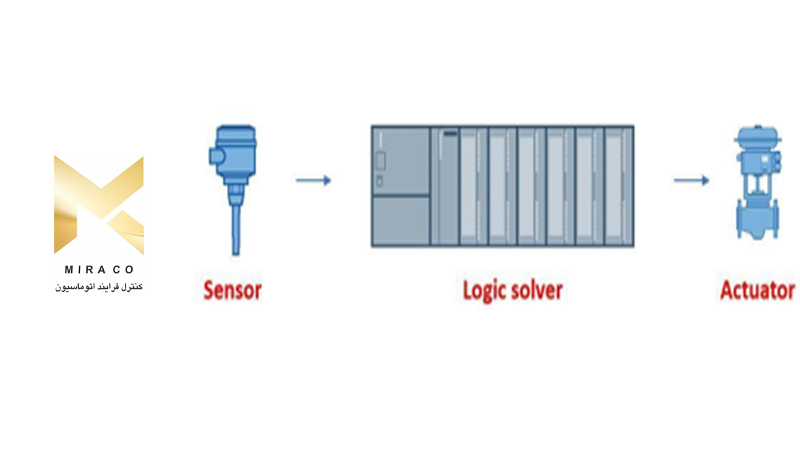
در یک سیستم معمولی، اکچویتور سیگنالی را از کنترلر فرآیند دریافت می کند و در نتیجه شیر را حرکت می دهد. این سیستم کار میکند، اما میتواند کند باشد و اکچویتور ها فقط تا حدی دقیق هستند، زیرا همیشه یک افست مشخص دارند.
برای دستیابی به پاسخ های سریع و دقیق، در شرایطی که به دقت یا تغییرات مکرر نیاز است، چیز بیشتری لازم است. پوزیشنر شیر آن جزء اضافی است.
پوزیشنر شیر دستگاهی است که با محرک و کنترل کننده فرآیند ارتباط برقرار می کند و به میل شیر متصل می شود تا موقعیت دقیق شیر را حس کند. کنترل کننده فرآیند سیگنالی را به پوزیشنر ارسال می کند و سپس سیگنالی را به اکچویتور ارسال می کند تا شیر را حرکت دهد.
هدف و محدوده :
این روش توضیحات کاملی در مورد نحوه کالیبره کردن پوزیشنر کنترل ولو با استفاده از استانداردها ارائه میدهد.
ابزارهای مورد نیاز برای کالیبراسیون کنترل ولو :

ابزار ایر ساپلای
رگلاتور فشار هوا Precision Standard
لوله و اتصالات استاندارد
ابزار دستی لازم
گیج فشار استاندارد مرجع برای اندازه گیری سیگنال ورودی پنوماتیک 3 تا 15 psi سیگنال و فشار هوای تغذیه
پارچه نرم برای تمیز کردن
ایمنی
لطفاً برای اطلاعات بیشتر در مورد ایمنی اساسی، اصول کلی و عملیات کالیبراسیون در صنایع فرآیندی به لینک زیر مراجعه کنید.
Calibration Process for Process Industries: Basic Safety and General Considerations
در پنل HMI، از اپراتور پنل دی سی اس/اسکادا بپرسید که چگونه کنترلر یا حلقه کنترل را روی حالت دستی و MOS را برای حلقه ای اس دی تنظیم کند.
کنترل ولو را با پوزیشنری که باید کالیبره شود پیدا کنید. بررسی کنید تا مطمئن شوید که شیر کنترل صحیح است و هر گونه اطلاعات ضروری را شماره برچسب (مانند سازنده، شماره مدل، محدوده کاری و غیره) یادداشت کنید.
پاور ساپلای کنترل ولو را غیرفعال کنید، مانند ترانسمیتر بازخورد موقعیت و SOV ایمن خرابی.
با استفاده از نمودار حلقه ابزار، بررسی کنید که برق در منبع جعبه های اتصال نزدیک یا پنل های مارشال در نزدیکی اتاق کنترل خاموش باشد.
اتصالات پنوماتیک شیر کنترل باید حذف شود. بسته به نوع اتصال، این می تواند شامل باز کردن گیره ها یا برداشتن اتصالات باشد. مراقب باشید که به اتصالات یا لوله آسیب نرسانید.
با قرار دادن هدر هوای ابزار در مدار پنوماتیک کنترل ولو ، می توان تامین ایر ساپلای ابزار را جدا کرد.
به خاطر داشته باشید که بر اساس تجهیزات خاص و مکان فرآیند، ممکن است این روش معمول نیاز به اصلاح داشته باشد. در حین کار با شیرهای کنترل یا سایر تجهیزات فرآیند، همیشه به دستورالعمل های سازنده برای پوزیشنر کنترل ولو و استانداردهای ایمنی محلی پایبند باشید.
برای جلوگیری از شروع ناخواسته، هرگونه الزامات قفل/تاگوت را در نظر داشته باشید. اطمینان حاصل کنید که شیر کنترل خارج از فرآیند نگهداری می شود.
راه اندازی برای کالیبراسیون پوزیشنر پنوماتیکی کنترل ولو
تجهیزات برای کالیبراسیون پوزیشنر های کنترل ولو باید از تداخل و ارتعاشات الکترومغناطیسی دور نگه داشته شوند. همچنین فضا باید دارای تهویه مناسب و روشنایی باشد.
تمام ابزار و تجهیزات لازم را برای پوزیشنر کنترل ولو جمع آوری کنید.
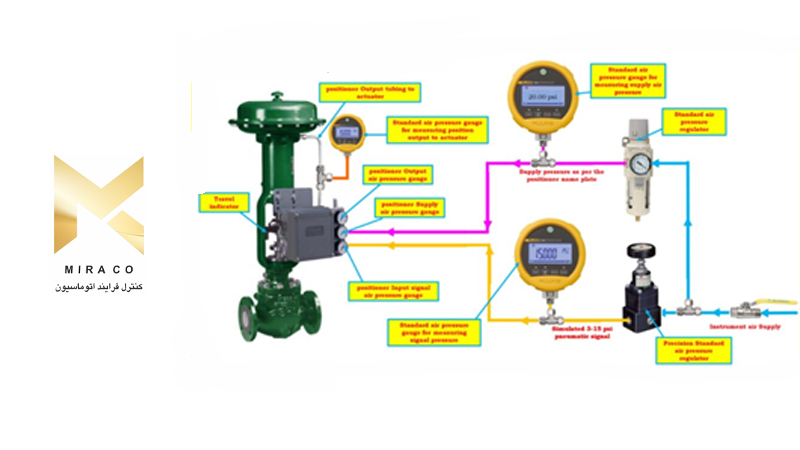
همانطور که در تصویر نشان داده شده است، لوله موقت را بین مکان های زیر نصب کنید.
- لوله باید بین اکچویتور کنترل ولو و خروجی پوزیشنر نصب شود. یک فشار سنج استاندارد نیز باید با استفاده از اتصال سه راهی بین دو قطعه نصب شود.
- لوله ورودی سیگنال 3-15 psi پوزیشنر را از منبع هوای دستگاه از طریق رگلاتور دقیق فشار هوا استاندارد نصب کنید. همچنین با استفاده از اتصال سه راهی، فشار سنج استاندارد را بین این دو قطعه نصب کنید.
- لوله را برای درگاه ورودی تغذیه 20 psi پوزیشنر از ایر ساپلای دستگاه از طریق رگلاتور فشار هوا استاندارد نصب کنید. همزمان با استفاده از اتصال سه راهی فشار سنج استاندارد را بین این دو قطعه نصب کنید.
با بررسی شماتیکی که برای تنظیم کالیبراسیون ارائه شده است، از ایمن بودن اتصالات و عدم وجود نشتی اطمینان حاصل کنید.
روش کالیبراسیون
قبل از شروع کار روی پوزیشنرهای شیر کالیبره، روش زیر برای تراز پرتو پوزیشنر شیر باید تکمیل شود.
تراز پرتو پوزیشنر شیر
تراز پرتو اطمینان حاصل می کند که قطعات در موقعیت مکانیکی مناسب قرار دارند تا پوزیشنر شیر کالیبره شود. مقدار مناسب فشار عرضه را فراهم کنید. همچنین، سیگنال ورودی را به پوزیشنر ارائه دهید که ممکن است به صورت دستی در وسط محدوده سیگنال ورودی مورد نیاز قرار گیرد.
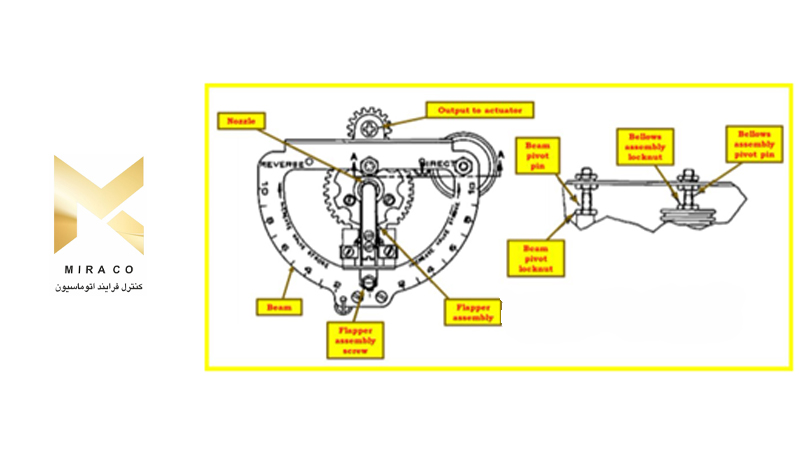
برای موقعیت هر قسمت شکل را ببینید. از یک پیچ گوشتی در شکاف تنظیم تنظیم فلپر استفاده کنید یا مجموعه فلپر را به صورت دستی در تنظیمات مختلف روی مجموعه میله تنظیم کنید.
مراحل تسطیح میله به شرح زیر است:
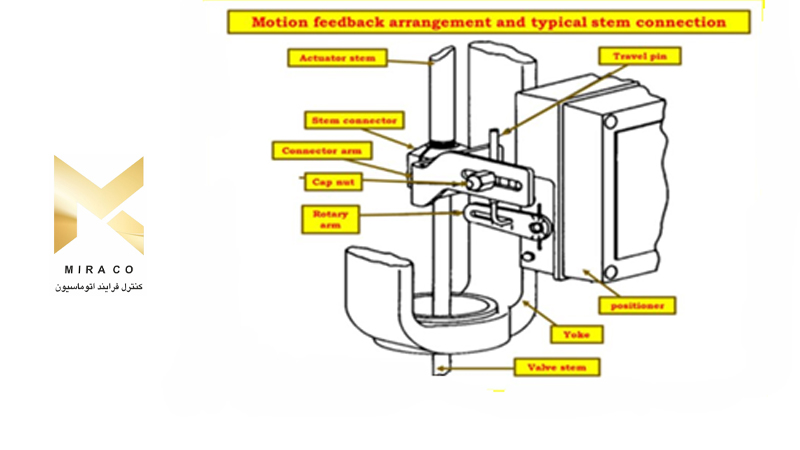
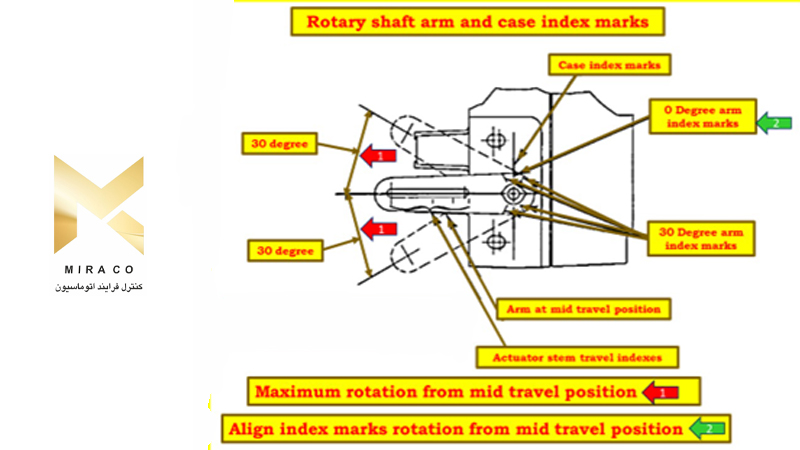
از یک چرخ دستی یا لودر دستی برای حرکت دادن اکچویتور شیر کنترلی به وسط برد استفاده کنید. شکل را ببینید. بازوی محور چرخان را بالا بیاورید تا علامت های شاخص کیس را با نشانگرهای شاخص 0 درجه روی بازوی محور چرخشی همانطور که در شکل های بالا نشان داده شده است، بپوشانید. پین حرکتی را در این موقعیت قرار دهید تا به موازات بازو باشد و با علامت شاخص کل حرکت اکچویتور مربوط به بازوی محور چرخشی در یک خط قرار گیرد. مهره درپوش باید سفت شود.
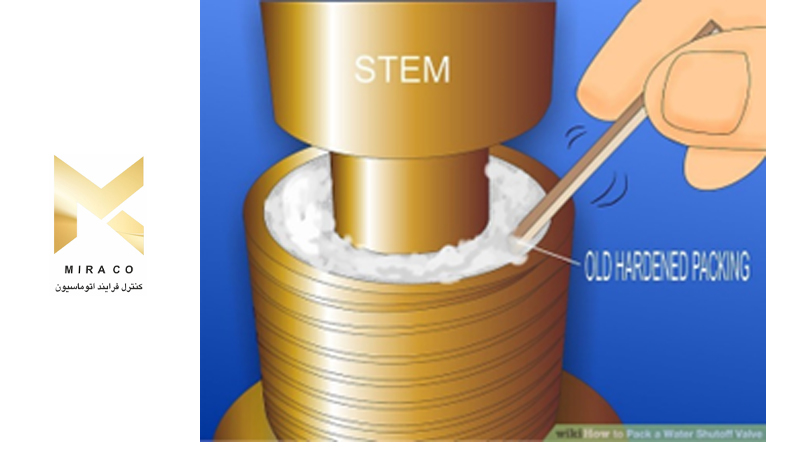
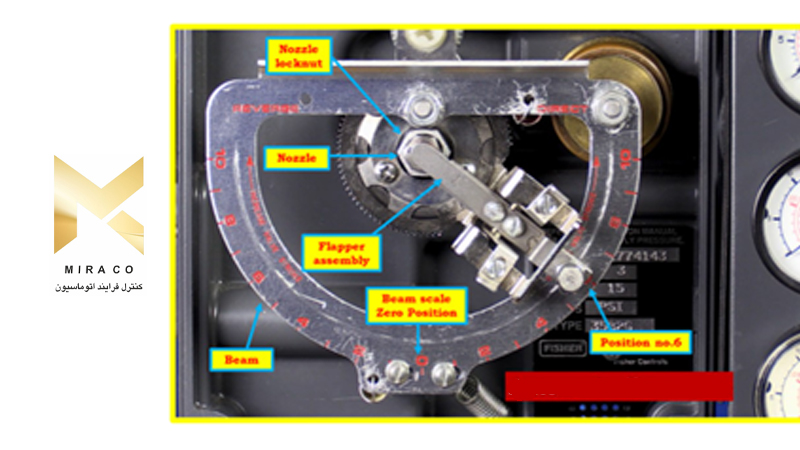
پس از شل کردن مهره قفل نازل، نازل را در خلاف جهت عقربه های ساعت بچرخانید و به پایین ترین حالت برسانید. پس از حدود 4 چرخش در خلاف جهت عقربه های ساعت، نازل را بیرون آورده و مهره قفلی را سفت کنید.
هرگونه فشار بارگذاری را حذف کنید و/یا هر چرخ دستی را که برای حرکت دادن اکچویتور استفاده می شود غیرفعال کنید. لوله مورد نیاز باید بین اتصال فشار اکچویتور و خروجی پوزیشنر شیر وصل شود.

مقدار سیگنال ورودی را روی متوسط تنظیم کنید و ورودی را به پوزیشنر شیر وصل کنید. به عنوان مثال، سیگنال ورودی یک پوزیشنر شیر با محدوده 0.2 تا 1.0 بار تنظیم کنید. سپس باید پوزیشنر شیر برای فشار تامین اعمال شود.
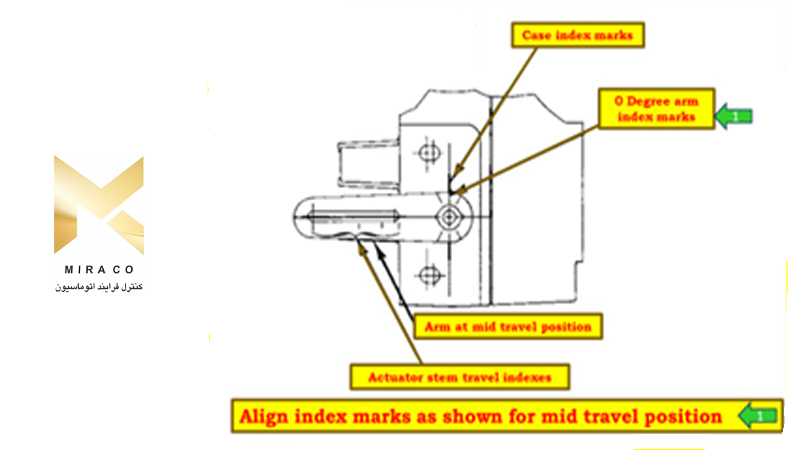
مقیاس میله را برای مجموعه فلپر روی صفر تنظیم کنید. همانطور که در تصاویر بالا نشان داده شده است، علائم شاخص 0 درجه بازوی چرخشی باید با علائم شاخص کیس مطابقت داشته باشد. در غیر این صورت، مهره قفلی روی پیچ مجموعه فلپر را بردارید و آن را تا زمانی تنظیم کنید که نشانههای شاخص کیس و نشانههای شاخص 0 درجه بازوی چرخاننده شفت در یک راستا قرار گیرند. مهره قفلی باید سفت شود.
مجموعه فلپر را در موقعیت 10 روی مقیاس میله برای عمل مستقیم قرار دهید. علامتهای شاخص کیس و نشانگرهای شاخص صفر درجه روی بازوی شافت چرخشی باید مطابق شکلهای بالا قرار بگیرند. در غیر این صورت، مهره قفلی مجموعه دم را باز کنید و پین محوری انتها را تا زمانی تنظیم کنید که نشانههای شاخص کیس و نشانههای شاخص 0 درجه بازوی چرخشی شافت در یک راستا قرار گیرند. مهره قفلی باید سفت شود.
مجموعه فلپر را در موقعیت 10 در سمت معکوس میله با حرکت دادن آن به سمت چپ قرار دهید. همانطور که در تصاویر بالا نشان داده شده است، علائم شاخص 0 درجه بازوی چرخشی باید با علائم شاخص کیس مطابقت داشته باشد. در غیر این صورت، مهره قفلی را روی پین محوری پرتو باز کنید و پین محوری پرتو را تا زمانی تنظیم کنید که شاخص کیس مشخص شود و نشانههای شاخص 0 درجه بازوی محور چرخشی در یک راستا قرار گیرند. مهره قفلی باید سفت شود.
برای بهبود تراز، سه مرحله قبلی را تکرار کنید. با بررسی مجدد مطمئن شوید که فلپر به طور مربعی به نازل می رسد. اگر نه، پرتو را صاف کنید و نازل را تنظیم کنید. پوزیشنر شیر پس از تراز برای کالیبراسیون آماده می شود.
برای سفارش و یا خرید انواع محصولات ابزار دقیق و همچنین کسب اطلاعات بیشتر و مشاوره رایگان با شماره های 88341674-021 | 88341172-021 تماس حاصل فرمایید.
منبع: