



این یک برنامه پی ال سی برای شناسایی چیپهای سوخته و حذف آنها با استفاده از پی ال سی است. با مثالهای صنعت غذایی، برنامهنویسی پی ال سی را یاد بگیرید.
🔹ارائه دهنده: تیم تولید محتوای میراکنترل
صنعت فرآوری مواد غذایی
توضیح مشکل
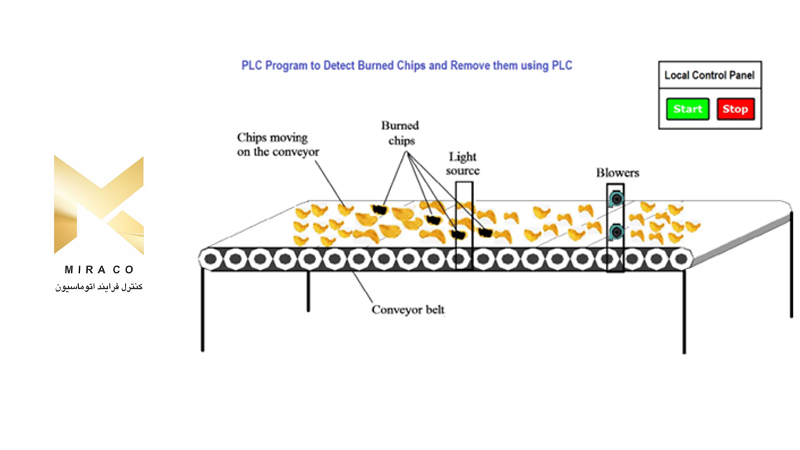
چیپهای سیبزمینی در شرکت تولید میشوند و به بستهبندی نهایی ارسال میشوند. طبق فرآیند، نیاز است که چیپها را شناسایی کنیم زیرا ممکن است برخی از چیپها سوخته باشند.
چیپهای سوخته باید از تسمه نقاله حذف شوند. یک برنامهی پی ال سی برای این برنامه تهیه کنید که بتواند چیپهای سوخته را شناسایی کرده و آنها را حذف کند.
نمودار مشکل
راهحل پی ال سی
برای شناسایی چیپهای سوخته از سنسور نوری استفاده میشود. مقاومت وابسته به نور (LDR) برای شناسایی چیپهای سوخته استفاده میشود.
بلوئرها برای دور انداختن چیپهای سوخته از نوار نقاله هنگامی که چیپهای سوخته شناسایی میشوند، استفاده میشوند.
بلوئرها برای دور انداختن چیپهای سوخته از نوار نقاله استفاده میشوند. در اینجا دو بلوئر استفاده شده است، تعداد بلوئرها به اندازه نوار نقاله است.
اندازهگیری زمان برای چرخه بلوئر لازم است. در اینجا ما زمانی که چیپها از منبع نور به بلوئر میرسند را اندازهگیری میکنیم.
توجه: در اینجا ما یک برنامه ساده را برای شناسایی چیپهای سوخته در نوار نقاله و حذف آنها در نظر گرفتهایم. ما در اینجا منبع نوری را برای شناسایی چیپهای سوخته بر اساس تاریکی چیپها استفاده کردهایم.
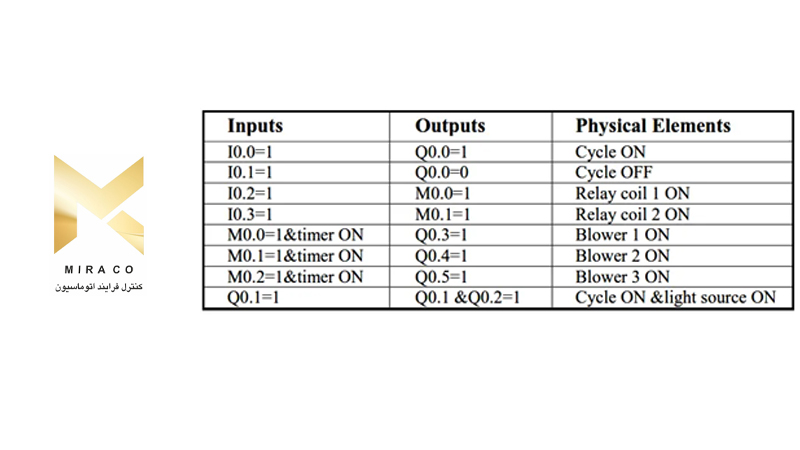
لیست ورودی ها و خروجی ها
ورودیهای دیجیتال
- دکمه شروع (START PB) : – I0.0
- دکمه توقف (STOP PB) : – I0.1
- LDR 1 : – I0.2
- LDR 2 : – I0.3
خروجیهای دیجیتال
- چرخه فعال (Cycle ON) : – Q0.0
- نوار نقاله (Conveyor) : – Q0.1
- منبع نوری (Light source): – Q0.2
- بلوئر 1: – Q0.3
- بلوئر 2: – Q0.4
حافظه M
- رله 1: 0
- رله 2: 1
برنامه پی ال سی برای شناسایی تراشههای سوخته و حذف آنها
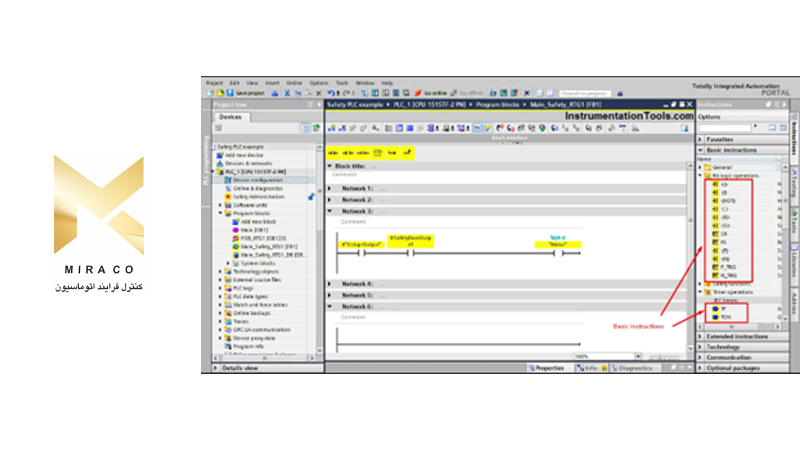
برای این برنامه، از PLC S7-300 و نرمافزار TIA Portal برای برنامهنویسی استفاده میکنیم. میتوانیم این منطق را با استفاده از سایر پی ال سی ها نیز پیادهسازی کنیم.
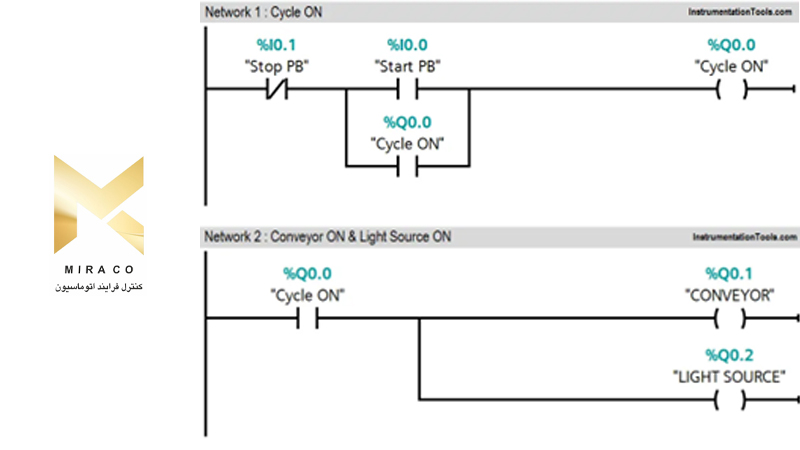
شبکه 1:
در شبکه اول از مدار قفلباز (Latching) برای چرخه روشن بودن استفاده میکنیم. اینجا از دکمه شروع (START PB – I0.0) برای شروع چرخه و دکمه توقف (STOP PB – I0.1) برای توقف چرخه استفاده میشود.
شبکه 2:
هنگامی که چرخه روشن است (Q0.0)، نوار نقاله (Q0.1) و منبع نور (Q0.2) روشن میشوند.
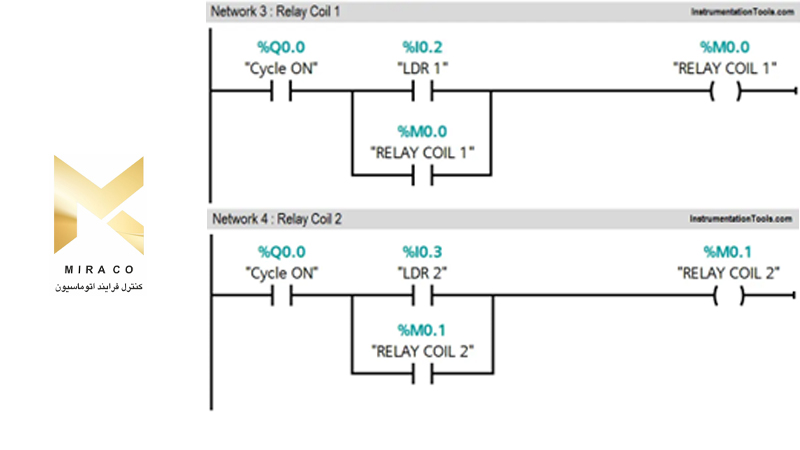
شبکه 3:
وقتی چرخه روشن است و LDR 1 (I0.2) تشخیص داده شود، رله 1 (M0.0) روشن میشود.
شبکه 4:
وقتی چرخه روشن است و LDR 2 (I0.3) تشخیص داده شود، رله 2 (M0.1) روشن میشود.
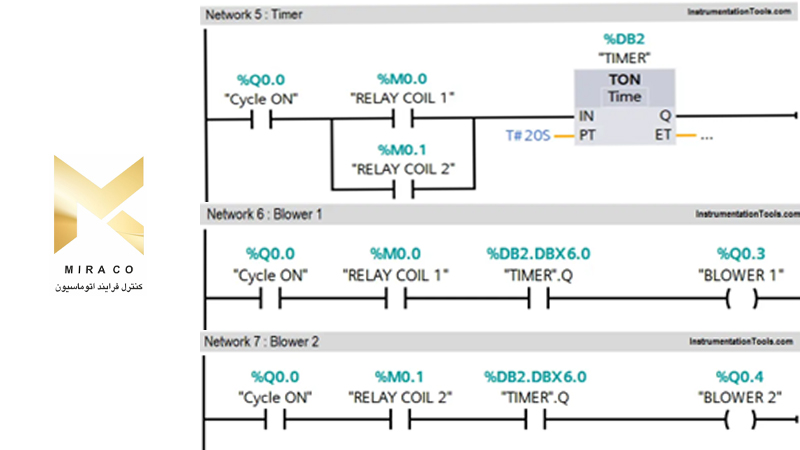
شبکه 5:
هر یک از رله 1 (M0.0) یا رله 2 (M0.1) روشن باشد، دستور تایمر اجرا میشود. در طی این عملیات، چرخه روشن است.
شبکه 6:
هنگامی که چرخه روشن است (Q0.0) و خروجی تایمر روشن است، بلوئر 1 روشن میشود.
شبکه 7:
هنگامی که چرخه روشن است (Q0.0) و خروجی تایمر روشن است، بلوئر 2 روشن میشود.
زمانی که سنسورهای LDR چیپ های سوخته را روی نوار نقاله تشخیص میدهند، تایمر بلوئر (20 ثانیه) روشن میشود و چیپ های سوخته را از نوار نقاله دور میاندازد. اینجا فرض کردیم که زمان سفر چیپ ها از منبع نور به بلوئرها 20 ثانیه است.
تعداد بلوئرها به اندازه نوار نقاله است.
توجه:- این برنامه ممکن است با برنامه واقعی متفاوت باشد. این مثال تنها برای توضیحات است. میتوانیم این منطق را در PLC های دیگر نیز پیادهسازی کنیم. این تنها یک مفهوم ساده برای شناسایی چیپ های سوخته روی نوار نقاله و حذف آنها توسط منطق پی ال سی است. تمام پارامترهای در نظر گرفته شده در مثال، تنها برای توضیحات است و ممکن است در برنامههای واقعی متفاوت باشند.
نتیجه
برای سفارش و یا خرید انواع محصولات ابزار دقیق و همچنین کسب اطلاعات بیشتر و مشاوره رایگان با شماره های 88341674-021 | 88341172-021 تماس حاصل فرمایید.
منبع: